
在考慮冷凍乾燥的製藥應用時,最關心的是能否生產出具有所需關鍵品質屬性的一致性產品。 為了做到這一點,必須確保技術一致性。
一種常見的和預期的方法是對冷凍乾燥技術進行技術驗證(PQ)。 在進行產品特定PQ之前,凍幹機的性能應在工廠進行驗證,在現場安裝後作為調試的一部分,然後再次進行操作驗證 (OQ)。 研究應確保關技術參數在規定的允許範圍內正常運行。 除了測試凍幹機的獨立和可控變數,包括擱板入口溫度、腔室壓力和時間外,還可以評估直接影響產品均勻性的某些因變數。 其中一項重要的測量是擱板溫度均勻性,有時稱為擱板溫度分佈驗證。
產品溫度是確認凍乾技術的標準,但結合產品溫度瞭解擱板溫度也有很多好處的。 擱板溫度控制是一個主要的技術參數和對產品品質有直接影響的關鍵系統功能。 確保凍乾機擱板上的溫度分佈均勻,確保所有產品的乾燥速率一致。 因此,調整樣品的熱輸入以確保整個循環過程中的安全和最佳技術溫度至關重要。
在凍乾機運行期間測量表面溫度是一項挑戰,溫度測量設備可以分為兩類:直接測量和間接測量。
- 直接測量是將溫度感測器(通常是熱電偶)直接固定到擱板表面的裝置。 通常使用膠帶和膠水將熱電偶的尖端固定在擱板上。 然而,這會導致擱板表面發黏,並且之後的清潔費時費力。
- 間接測量是將溫度感測器嵌入擱板表面的導熱材料中的裝置如等溫塊,因此它必須是非導電的、非自熱的並且能夠維持高真空至環境壓力以及-60 °C 至 +60°C的工藝條件。 凍幹機中擱板之間的有限空間會使等溫塊難以放置在正確的位置,這對於自製笨重的解決方案來說是一個挑戰。


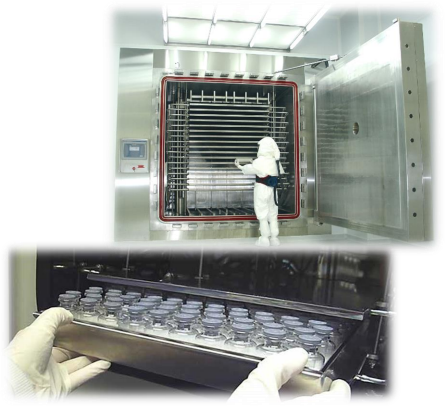
市場需要一種易於操作的等溫塊,以消除自製的解決方案。宏虹 TrackSense LyoPro是全球首創的可以同時驗證擱板和西林瓶內產品溫度的凍幹專用無線溫度驗證系統,且對製品溫度不會帶來額外的影響,匹配所有規格的西林瓶,特別適合自動加料凍幹機的溫度驗證,測量的溫度可以即時傳輸,隨時了解整個凍幹過程。
所有LyoPro系統包括無線LyoPro數據記錄儀,10孔讀數台和1個接入點用於實時數據傳輸。 添加LyoPro是在西林瓶加工、清洗、除熱原、灌裝並最終載入至冷凍乾燥裝置后的最後一步。 搭宏虹Ellab LyoPuck等溫塊,專為測量擱板溫度而設計。 只需將LyoPro數據記錄儀連接到等溫塊上,再將將熱電偶感測器插入設備的底部,確保測量尖端緊貼相關擱板。

- 超薄可更換熱電偶感測器
- 即時在線溫度數據顯示和存儲
- 易於重複,以實現一致和準確的測量
- 消除了笨重的和自製的替代品
- 在環境條件下以及在真空環境下都能提供出色的性能
- 等溫塊由PEEK材料和316L不鏽鋼製成
01 每個擱板應該有5個測量點,每個角落一個,中間一個
02 測量需在所有擱板上進行,以便測量實際情況,全面評估整個負載的安全裕度
03 擱板間的最大變化: +/- 0.5°C (或根據製造商的規範); 擱板內的最大變化 : +/-2°C(或根據製造商的規範)
04 測量應在滿載和空載的擱板上進行,因為這兩種情況都能提供擱板配置在有負載和無負載情況下如何執行的重要資訊
05 擱板/產品溫度應以盡可能高的精度測量。 這對促進產品達到最佳溫度以實現快速昇華至關重要,同時也能確保批次的安全性
06 測量時,在冷卻階段的溫度期間,腔室應處於環境壓力下,而在加熱階段的溫度期間,應處於真空狀態。 這是為了準確反映凍幹機在實際使用中的情況
- 有10個擱板的乾機
- 陷縮溫度為 -15°C
- 二次乾燥期間允許的最高擱板溫度為 +35°C
- 擱板分佈驗證步驟如下所示:
- 50個記錄儀(10 x 5)測量所有4個角落和所有10個擱板中心的擱板溫度在+25°C(環境)、0°C和-20°C
- 溫度,在大氣壓(環境)壓力下
- 50個記錄儀(10 x 5)測量所有4個角落和所有10個擱板中心的擱板溫度在-20°C、0°C、+20°C和+40°C溫度,在真空環境下
- 將計算每種溫度(總共7項研究)下每個擱板(內部)和擱板(之間)的溫度變化(梯度曲線),並將數據與製造商規範進行比較,以確定合格或不合格



