

宏虹解決方案:以 PoE 架構打造穩定、可整合的地端溫濕度監測系統

燒結青銅防護探頭:兼顧防塵、透氣與量測穩定性
面對橡膠原料室中的高濃度粉塵,宏虹並未採用一般塑膠防護罩或不織布式防塵結構,而是依現場條件配置燒結青銅探頭防護殼。
燒結青銅具備細緻且均勻的微孔結構,可讓空氣與水蒸氣通過,以維持溫濕度量測所需的感測反應;同時也能阻隔碳黑、橡膠粉塵等微細顆粒直接附著於感測元件表面,降低探頭堵塞、漂移與損壞風險。
PoE 單一纜線部署:降低施工複雜度與維運負擔
HH-T3610 支援 IEEE 802.3af PoE 供電技術。現場工程人員僅需透過一條標準 Cat.5e/Cat.6 網路線,即可同時完成設備供電與數據傳輸。
相較於傳統需分別配置電源線與訊號線的做法,PoE 架構可大幅簡化配線工程,降低施工時間與佈線成本,也能減少額外電源配置對廠房空間與防火分區造成的影響。
Modbus TCP 與 SNMP 雙通訊協定:兼顧 OT 與 IT 系統整合
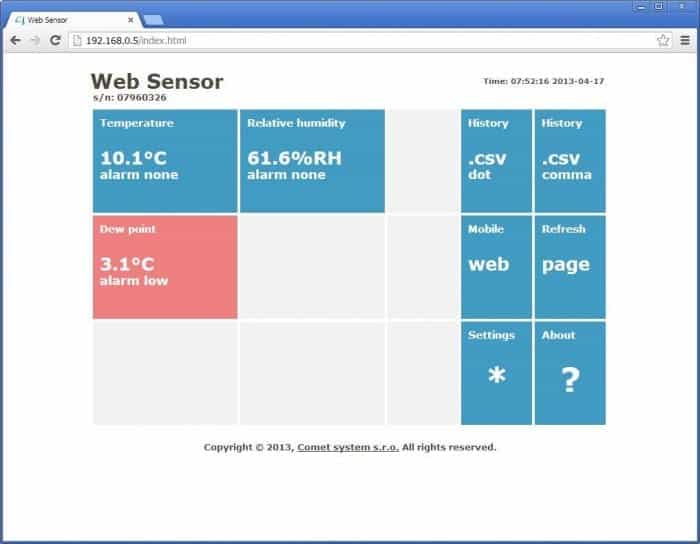
在智慧工廠導入過程中,環境監測設備不僅需要被現場 OT 系統讀取,也需要納入 IT 管理視角。本次方案透過 HH-T3610 內建的 Modbus TCP 與 SNMP 通訊能力,同時滿足現場控制與資訊管理需求。
透過 Modbus TCP,設備可直接與 PLC、SCADA 或 HMI 視覺化看板整合;透過 SNMP,IT 部門則可將設備視為標準網路節點,納入既有網管系統中進行狀態監控、設備管理與異常追蹤。
地端數據保存與 LINE 告警:兼顧資安、稽核與即時反應
考量客戶對資安與資料治理的要求,本次方案採用地端數據架構,所有環境監測數據皆保存在企業內部網路,不需上傳至外部公有雲,符合廠內資安政策與稽核要求。
系統可搭配地端 Gateway 與資料庫,持續記錄各監測點的環境變化;當溫度或濕度超出設定閾值時,系統可自動觸發 LINE 群組告警,通知現場值班人員與管理幹部即時處理。
導入效益:從人工巡檢走向主動預防式環境管理

從感測、資料保存到使用者端,形成完整監測流程
透過 PoE 網路架構,環境數據可由感測器穩定傳輸至地端資料庫或管理平台,並支援後續查詢、告警與稽核應用,讓環境監測不再只是單點量測,而是完整的資料管理流程。
提升探頭耐用度,降低高粉塵維護成本
透過燒結青銅防護探頭設計,有效降低粉塵附著與感測漂移風險,減少維護與更換頻率,使設備壽命與穩定性同步提升。
以 PoE 架構完成穩定部署
單一網路線完成供電與資料傳輸,降低施工複雜度與維運負擔,避免無線訊號不穩造成監測中斷。
建立 7/24 自動監控
環境數據即時回傳,搭配 LINE 告警機制,由事後發現轉為即時應變。
完成無紙化環境歷程
建立可追溯、可查詢且具時間戳記的監測資料,支援 ISO 品質管理與客戶稽核需求。
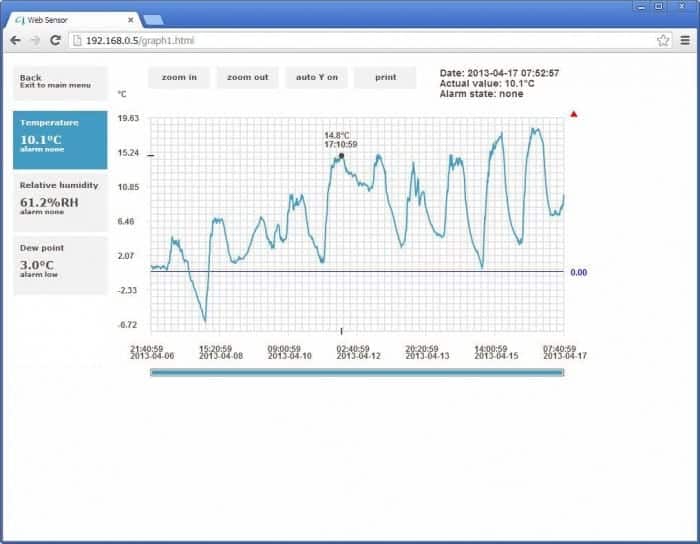
連續監測與歷史趨勢資料,讓環境變化可追溯
透過歷史曲線與時間戳記,管理者可回溯原料室溫濕度變化,快速掌握異常發生時間與變化趨勢,作為品質管理、客戶稽核與製程改善的重要依據。
降低原料變異風險,提升製程穩定性
透過穩定且可追溯的環境控制,協助客戶降低吸濕、結塊與物性變異風險,讓原料管理成為智慧製造的重要基礎能力。
案例總結:惡劣環境中的智慧監測,關鍵在於穩定、整合與可追溯
穩定監測
透過工業級感測器與燒結青銅防護探頭,降低高粉塵環境對量測穩定性與設備壽命的影響。
系統整合
支援 PoE、Modbus TCP 與 SNMP,可串接現場 OT 系統與 IT 網管平台,提升資料可視化與管理效率。
可追溯管理
以地端數據保存與即時告警架構,建立可查詢、可稽核、可快速反應的環境監測流程。
想讓您的廠房環境監測更穩定、更容易管理?
宏虹可依據實際現場條件,協助評估監測點位、通訊架構、資料保存方式與告警流程,打造可落地、可維運、可擴充的工業物聯網環境監測方案。



