Honghong will provide you with any support you need!
Our professional Honghong team will be the first to respond and provide you with the best service to solve all your problems.

Short-wave infrared cameras based on different sensor materials: BeyonSense 1 based on germanium, which is 5 times lighter and 10 times cheaper than a typical SWIR camera, and GaAs-based high-performance short-wave infrared cameras, which combine high sensitivity with stable image quality.
High-speed MIR industrial camera: A cost-effective choice for machine vision with frame rates up to 1000 Hz. Miniature MIR camera for industrial production lines with a peak wavelength of 3.7 μm and a maintenance-free design to effectively reduce costs.
Long-wavelength infrared camera: Compact size, industrial connectivity and Industry 4.0-oriented features make it the ideal system for industrial IoT and machine vision applications.

The world's first smartphone-compatible shortwave infrared camera that supports Android, Windows, and iOS systems. It can be operated via wireless connection to BeyonSense's proprietary application.
Adopting Ge-based shortwave infrared technology, it is 5 times lighter, 10 times more energy-efficient and 10 times cheaper than a typical SWIR camera.
Support 5V/1A USB power supply, standard version with C lens and built-in 800-1700nm pass filter (visible light cutoff). It is suitable for various short-wave infrared imaging tests, laboratory scenes, and in-line inspection for industrial research.

USB3.0 interface short-wave infrared camera utilizing SONY IMX991 SENSWIR InGaAs sensor.
With 400nm-1700nm wideband response, 330,000 pixels high resolution, high quantum efficiency and high sensitivity, it provides stable and accurate image performance in various applications.
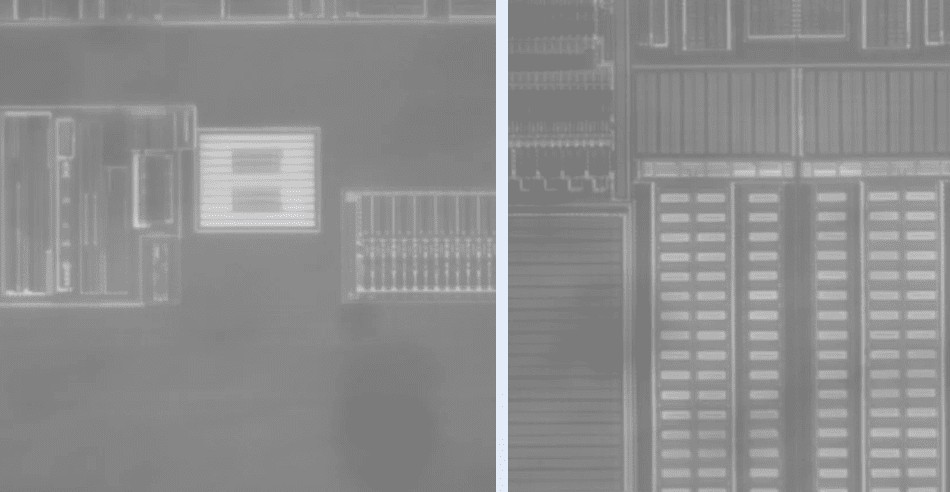
It is suitable for semiconductor inspection, near-infrared two-region in vivo microscopic imaging, high spectral imaging, laser spot observation, machine vision, infrared detection, spot photography and analysis, and many other application scenarios.


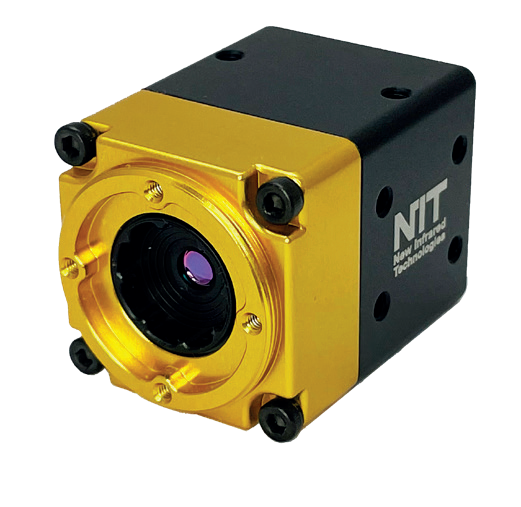
Uncooled high-speed mid-infrared industrial camera with built-in self-developed VPD PbSe infrared sensor, frame rate up to 4000fps, and IP67-grade protective metal casing for durability.
Wide range of applications in additive manufacturing, industrial process monitoring, machine vision, gas and flame detection, spectroscopy, and glass manufacturing quality control.
Compact size (66 × 62 × 62 mm) with a minimum detectable temperature of 100°C, allowing accurate imaging and monitoring in high-temperature environments. It enables precise imaging and monitoring in high-temperature environments.

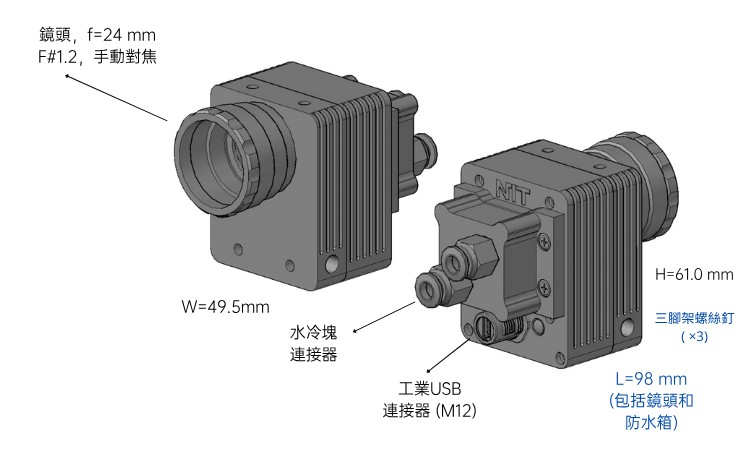
Cost-effective choice for machine vision: Frame rate up to 1000Hz, miniature MIR camera for industrial production lines, peak wavelength 3.7μm.
Convenient connection, plug and play: USB2.0 high-speed communication interface (480Mbps), the back of the industrial-grade M12 micro USB connector, stable and durable.
Wide range of industrial and system integration applications: including industrial process control (welding, cutting, etc.), laser process monitoring, gas and flame detection, machine vision and OEM integration applications.

Compact design with industrial-grade connectivity and Industry 4.0-oriented features. Ideal for industrial IoT and machine vision applications.
With 320×240 pixel resolution and 12μm pixel pitch. Provides 4mm and 9.1mm optical options, and outputs calibrated, high-quality thermal images at a 27fps frame rate.
With professional visualization software, it can be flexibly applied to a variety of industrial scenarios to achieve the best balance between cost-effectiveness and performance.